Dělení ocelí je charakterizováno průnikem nože ve tvaru klínu do materiálu a jeho oddělením. Řezání oceli se užívá hlavně při zpracování měkkých materiálů a ostřihování.
Děrování, prorážení, prostřihování

| Střižný nástroj se stěračem |

| TOX®-Stříhání systém SHR |

| Modulární systém kleští |
Principiálně nehraje roli, zda chcete zpracovávat plech, plast, lepenku, textil nebo fólie.
Přejete si uzavřené nebo otevřené řezy, tvarové řezy (hladké/rovinné a pevné řezné hrany), děrování jednoho nebo více otvorů v jednom zdvihu nebo děrování + podávání + kalibraci v jednom zdvihu?
Naše oddanost kvalitě vám přináší tyto výhody:
Podle normy DIN 8588 dělení nebo děrování označuje beztřískové mechanické dělení součástí pomocí břitu. Díky tomuto postupu lze za velmi krátkou dobu vyrobit velké množství přesných a složitých součástí.
Používá se zejména pro další operace u rozpracovaných výrobků jako jsou plechy, polotovary v automobilovém průmyslu nebo plastové díly u bílého zboží.
Hlavní skupiny děrování
Dělení řezáním pomocí nože, pomocí dvou nožů proti sobě a prostřihování
Řezání nožem
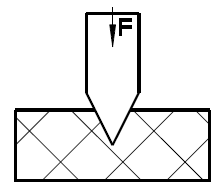
Dělení ocelí je charakterizováno průnikem nože ve tvaru klínu do materiálu a jeho oddělením. Řezání oceli se užívá hlavně při zpracování měkkých materiálů a ostřihování.
Řezání dvěma přibližujícími se noži
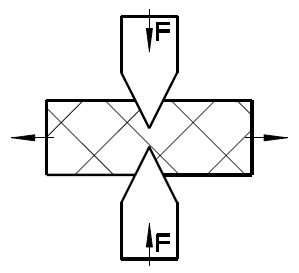
Oproti řezání nožem, zde do materiálu pronikají dva nože ve tvaru klínu. Příkladem tohoto druhu dělení je štípání párem kleští.
I tento proces se používá hlavně pro zpracování měkkých materiálů a ostřihování.
Prostřihování
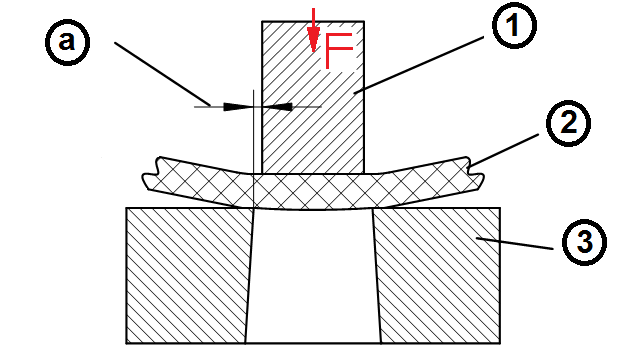
[1] Razník
[2] Součást
[3] Matrice
[a] Mezera střihu
[F] Síla
Prostřihování je nejčastěji používaný proces v průmyslových odvětvích. Je velmi produktivní a má velký komerční význam. Tento proces se realizuje pomocí dvou řezných břitů pohybujících se (minimálně jeden) vzájemně proti sobě. Součásti materiálu řezného povrchu se posouvají proti sobě. Proces vyžaduje tři kroky:
Působením řezné síly se plech elasticky prohýbá, poté plasticky deformuje a začíná téct. Nakonec dojde ke zlomu a materiál se rozdělí, tj. odstřihne. Při stříhání se obvykle rozlišuje otevřený a uzavřený řez. Příkladem otevřeného řezu může být odstřihování kovových pásků (podobně jako stříhání nůžkami). Pokud se nachází celá linie řezu uvnitř součásti, jedná se o uzavřený řez.
Správná mezera střihu je podmínkou optimálního efektu střihu, vysoké řezné kvality a dlouhé provozní životnosti nástrojů. Požadovaná mezera střihu závisí na střihové pevnosti a tloušťce plechu.
V brožuře TOX®-Piercing System najdete tabulku s hodnotami mezery střihu.
Postup procesu děrování
Nástroj se namontuje na lis nebo děrovací oblouk.
Horní nástroj s řezným razníkem se díky pohonu pohybuje směrem k součásti.
Oddělovač uložený na pružinách se umístí na součást a pružiny se stlačí k sobě.
Řezný razník dosedne a pohon dále zvyšuje sílu.
Řezný razník proniká do plechu. V případě optimální mezery střihu do 1/3 hloubky součásti.
Řezný odpad se odlomí skrz matrici a způsobí náhlé uvolnění systému pohonu. Toto uvolnění napětí tlaku se nazývá také „řezný ráz“.
Dojde k vyhození řezného odpadu.
Správná řezná kvalita nástroje závisí na těchto vlastnostech:
Konstrukční uspořádání a provozní režim řezného nástroje má rozhodující vliv na výsledek výroby. Kromě jiného se rozlišuje podle typu vedení. Existují tři základní typy vedení řezného nástroje.
Propracovaný modulární systém společnosti TOX® PRESSOTECHNIK nabízí kompletní řešení pro téměř každou aplikaci děrování. Uspořádání systému nutného pro danou aplikaci se provádí volbou odpovídajících komponent.
Tvoří základ lisovacího systému, který lze nakombinovat pomocí Systémového navigátoru.
Výpočet děrovacích strojů
Pro definování velikosti systému je nutný výpočet řezné síly.
Fs = ls x s x ks
Fs = řezná síla
ls = délka řezu
s = tloušťka plechu
ks = střihová pevnost (asi 0,8 x Rm)
Rm = pevnost materiálu v tahu
Při návrhu kleští nebo nástrojů je nutné přidat asi 20% bezpečnostní rezervu.
Šikmé nože mohou značně snížit řeznou sílu. Úhel klínu max. 10°.
Pokud celková řezná síla přesahuje 25 kN, je nutné provést určitá konstrukční opatření.

Kontakt SK: +420 725 452004 Kontaktní formulář |
Cookie Information Pro personalizaci obsahu webových stránek používáme cookies. Cookies můžete blokovat nebo jinak spravovat v nastavení vašeho prohlížeče. |